- 24/7
Customer Service
- IBR Certified
Manufacturer
- Qualified
Expert Professional
Wet Scrubber Manufacturer in India
Wet Scrubber Manufacturer in India
There is a category of industrial emissions that a bag filter simply cannot touch. Acidic gases do not get trapped by fabric. Sticky, moisture-laden particulates clog dry media within hours. High-temperature corrosive fumes destroy conventional filter materials altogether.
For plants dealing with these kinds of exhaust streams, a Wet Scrubber is not just the better option — it is often the only option that actually works.
At Himani Boiler, we have been engineering industrial Wet Scrubbers for some of the toughest emission environments across India. Systems that meet CPCB and State PCB compliance requirements — not on paper alone, but in continuous, real-world operation.
What Does a Wet Scrubber Actually Do?
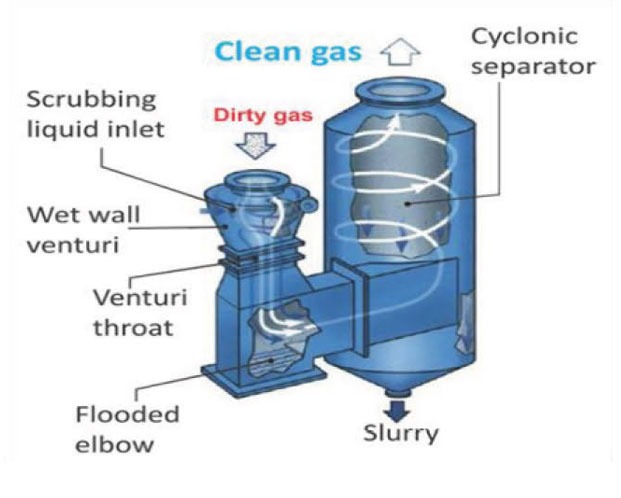
The idea behind a wet scrubber is straightforward. Contaminated exhaust gas is brought into direct, intense contact with a liquid — usually water or a tailored chemical scrubbing solution. In that contact zone, dust particles get captured, acidic gases get neutralised through chemical reaction, and toxic aerosols get absorbed into the liquid phase.
What comes out the other end is clean, compliant air.
What makes wet scrubbers particularly valuable is their versatility. They are one of the very few pollution control systems that can handle particulate matter and hazardous gases simultaneously — including sulphur dioxide (SO₂), hydrogen chloride (HCl), ammonia (NH₃), and hydrogen sulphide (H₂S) — all within a single compact unit.

The Industries That Rely on Our Wet Scrubbers
Not every industry has the luxury of a simple, dry emission stream. Some of the most emission-intensive sectors in India — chemical processing, fertilisers, pharmaceuticals, steel, foundries, rubber, food processing, incineration plants, and biomass-based power generation — produce exhaust that is hot, corrosive, sticky, or all three at once.
These are exactly the environments where Himani wet scrubbers are working today, across plants in multiple states throughout India.
If your process throws exhaust at temperatures or chemical compositions that would destroy a bag filter within weeks, it is worth having a conversation with our engineering team.
What a Himani Wet Scrubber Is Built to Handle
Combined removal of dust, acidic gases, and toxic fumes — in a single pass
Proven effectiveness against SO₂, HCl, NH₃, H₂S, and mixed gas streams
Performs reliably under high inlet temperatures and high humidity conditions
Available in Venturi, Packed Tower, and Spray Tower designs to match your process
Built in MS, FRP, SS, or PP-lined construction depending on your gas chemistry
No filter media, no bag replacements — lower long-term maintenance cost
Designed and tested to meet CPCB and State Pollution Control Board emission norms
Every unit custom-engineered to your actual gas volume, flow rate, and pollutant profile
Engineered for Your Process. Not Just Your Budget.
Every plant has a unique emission challenge. A chemical reactor producing HCl fumes needs a very different scrubber design than a foundry handling metal dust. At Himani Boiler, we engineer each wet scrubber system after thoroughly understanding your exhaust gas composition, flow rate, and compliance targets.